| Main page |
| PLC functions |
| Small tools |
| Technical links |
| Other links |
| Some information |
| Back to home |

Working people make mistakes, some people do never make mistakes!
![]()
I work to live, my boss thinks I live to work!
Here are the functions i've made using mathematical functions for movement with a XY-axis (FM353/4) in a plc.
Javascript
download awl source (incl. functions.)
Symbol table:
| Calc. X,Y Position | FC 1045 | FC 1045 | Calculate X,Y position from P1, P2, cols, row and position. |
| Calc. X,Y Speed | FC 1046 | FC 1046 | Calculate X,Y Speed for a linear XY movement. |
Matrix position: FC 1045: Calculate X,Y position in a matrix
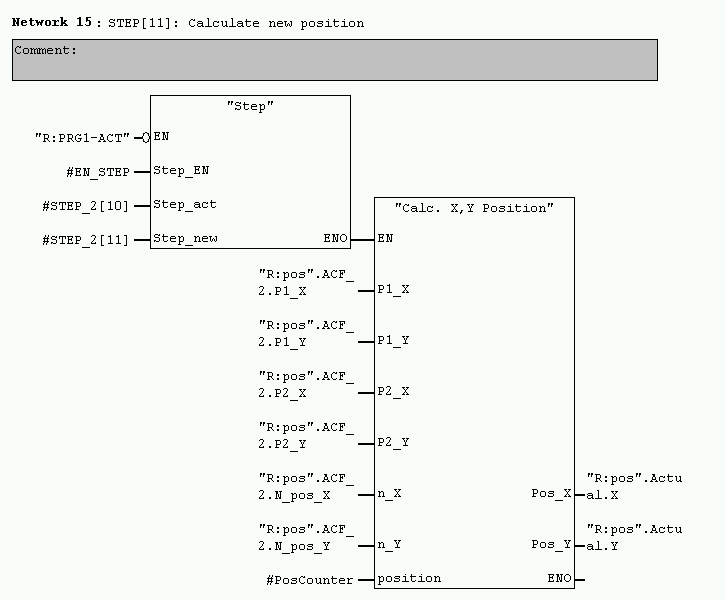
| Input: | EN | Enable function (Here the function is started once if the program goes from step[10] to step[11]) |
| P1_X P1_Y | First coordinate of the matrix (X,Y) | |
| P2_X P2_Y | Last coordinate of the matrix (X,Y) | |
| n_X | Number of positions in the X line. | |
| n_Y | Number of positions in the Y line. | |
| position | The required position in the matrix. (starting on the X line.) Minimum value is 1 (the first in the matrix) Maximum value is X times Y (the last in the matrix) |
|
| Output: | Pos_X & Pos_Y | Calculated coordinate of the position required |
| ENO | ENO = high (error) if Position > n_X ·n_Y OR position < 1 OR n_X = 0 OR n_Y = 0 OR n_X and n_Y are both 1. |
Formal used inside:
| offset (X,Y) | = | (P2_X - P1_X) / (n_X - 1) , (P2_Y - P1_Y) / (n_Y - 1) |
| position (X,Y) | = | P1_X + ((Position - 1) MOD n_X) ·offset_X , P1_Y + ((Position - 1) DIV n_X) ·offset_Y |
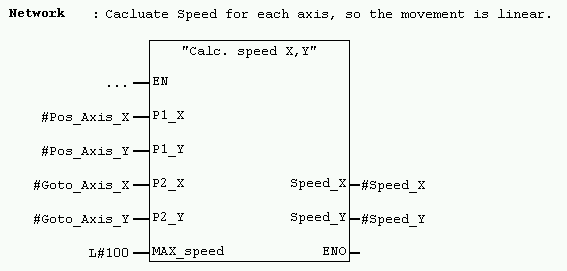
Linear speed: FC 1046: Calculate X,Y Speed for a linear XY movement
top
| Input: | EN | Enable function |
| P1_X P1_Y | First coordinate of the line | |
| P2_X P2_Y | Last coordinate of the line | |
| MAX_Speed | the maximum speed the axis may drive | |
| Output: | Speed_X Speed_Y | Calculated Speed of the X and Y axis |
| ENO | ENO = high if error |